Birçok istek üzerine Magnabend puntasız menteşelerin detaylı çizimlerini bu web sitesine ekliyorum.
Ancak, bu menteşelerin tek seferlik bir makine için yapılmasının çok zor olduğunu lütfen unutmayın.
Menteşenin ana parçaları, hassas döküm (örneğin yatırım süreci ile) veya NC yöntemleriyle işleme gerektirir.
Hobi sahipleri muhtemelen bu menteşeyi yapmaya çalışmamalıdır.
Ancak üreticiler bu çizimleri çok faydalı bulabilir.
(Daha kolay menteşe üretimi için yakın zamanda geliştirilen HEMI-HINGE önerilir. Tam açıklama ve çizimlere buradan bakın).
Magnabend MERKEZSİZ BİLEŞİK MENTEŞE Bay Geoff Fenton tarafından icat edildi ve birçok ülkede patenti alındı.(Patentlerin süresi dolmuştur).
Bu menteşelerin tasarımı, Magnabend makinesinin tamamen açık uçlu olmasını sağlar.
Bükme kirişi, tipik olarak makinenin çalışma yüzeyinin biraz üzerinde sanal bir eksen etrafında döner ve kiriş tam 180 derecelik bir dönüş boyunca sallanabilir.
Aşağıdaki çizimlerde ve resimlerde sadece tek bir menteşe düzeneği gösterilmektedir.Bununla birlikte, bir menteşe ekseni tanımlamak için en az 2 menteşe düzeneği takılmalıdır.
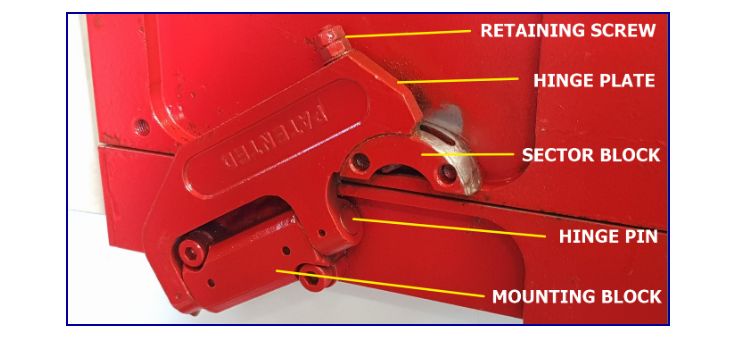
Menteşe Tertibatı ve Parça Tanımlaması (180 derecede bükme kirişi):
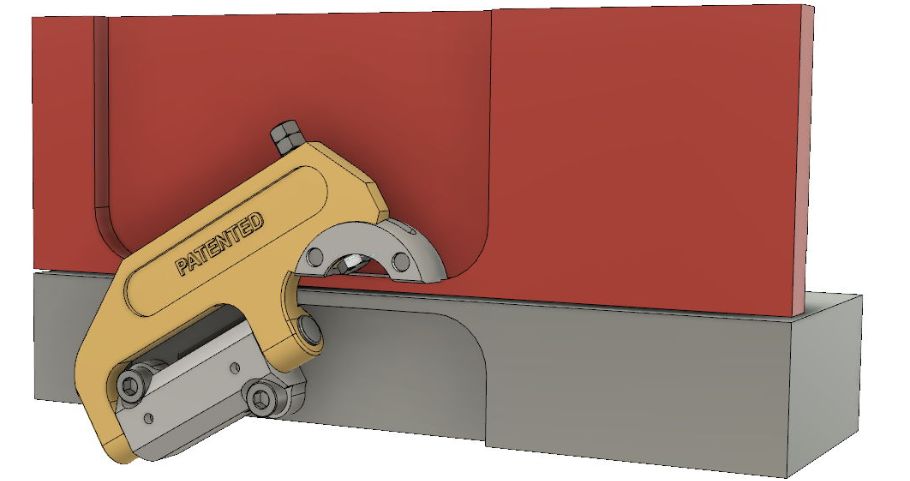
Yaklaşık 90 derecelik pozisyonda Bükme Kirişli Menteşe:

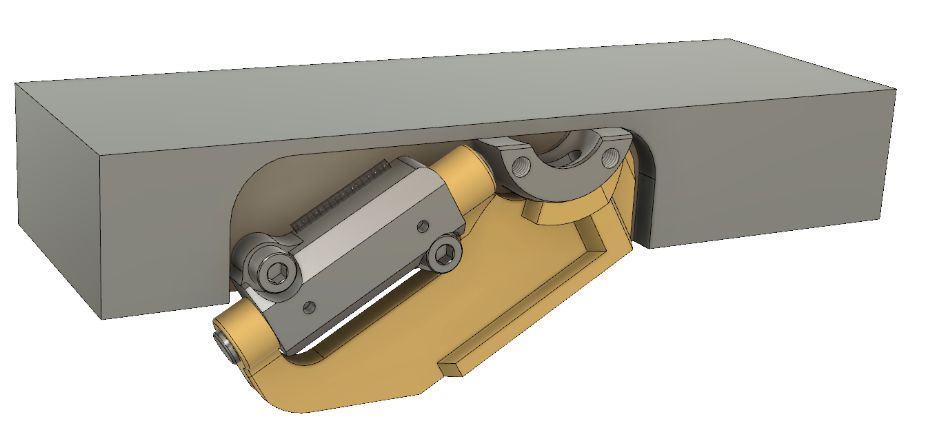
Askılı Menteşe Tertibatı -3DModeller:
Aşağıdaki şema, menteşenin 3 boyutlu bir modelinden alınmıştır.
Aşağıdaki "STEP" dosyasına tıklayarak: Monteli Menteşe Modeli.step 3D modeli görebileceksiniz.
(Aşağıdaki Uygulamalar .step dosyalarını açacaktır: AutoCAD, Solidworks, Fusion360, IronCAD veya bu uygulamalar için bir "görüntüleyicide").
3D model açıkken parçalara her açıdan bakabilir, detayları görmek için yakınlaştırabilir veya diğer kısımları daha net görebilmek için bazı kısımların kaybolmasını sağlayabilirsiniz.Ayrıca herhangi bir parça üzerinde ölçüm yapabilirsiniz.
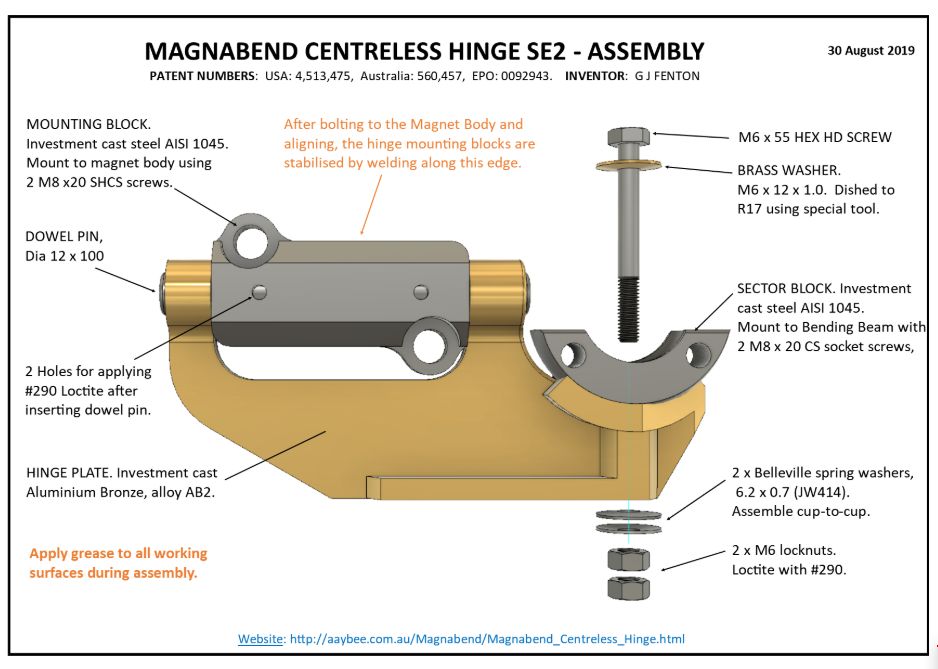
Menteşe Tertibatını monte etmek için boyutlar:
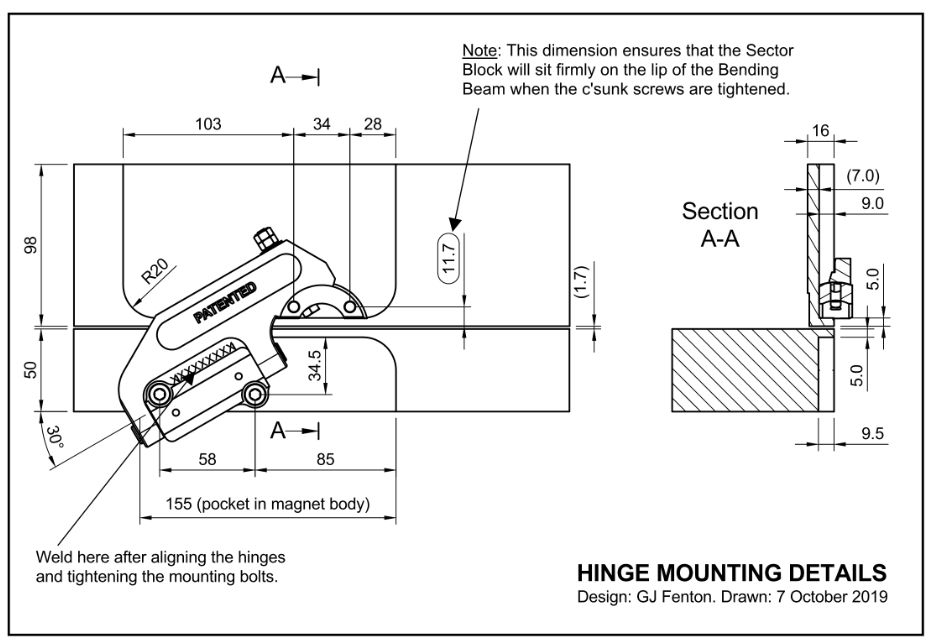
Menteşe Montajı:
Büyütülmüş görünüm için çizime tıklayın.Pdf dosyası için tıklayınız: Menteşe Montajı.PDF
Detaylı Çizimler:
Aşağıda yer alan 3B model dosyaları (STEP dosyaları), 3B yazdırma veya Bilgisayar Destekli Üretim (CAM) için kullanılabilir.
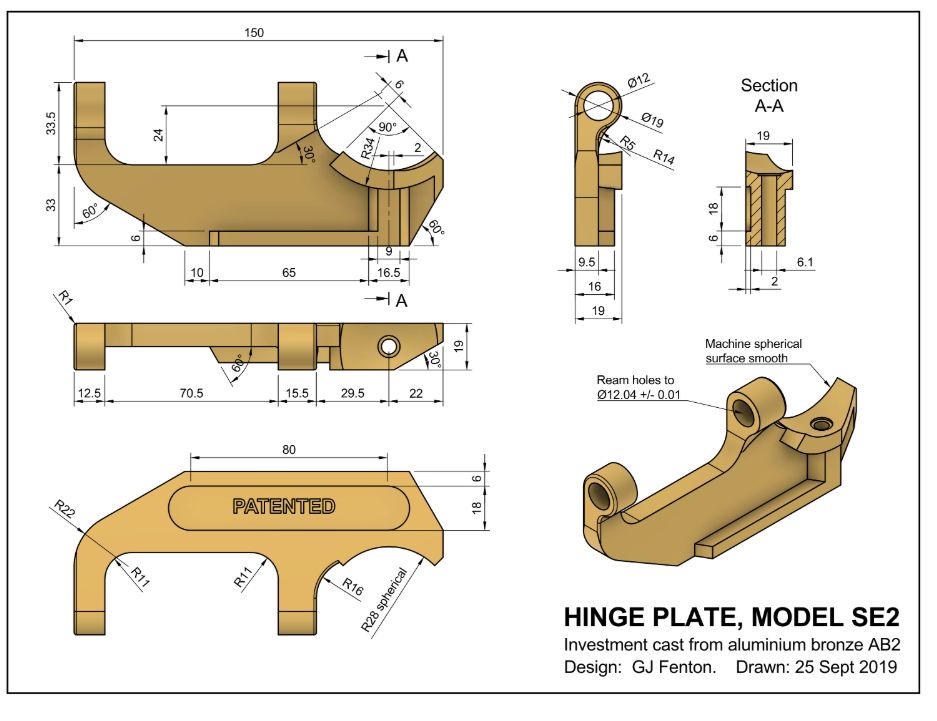
1. Menteşe Plakası:
Büyütülmüş görünüm için çizime tıklayın.Pdf dosyası için tıklayınız: Menteşe Plakası.PDF.3B Model: Menteşe Plate.step
2. Montaj Bloğu:
Büyütmek için çizime tıklayın.Pdf dosyası için buraya tıklayın: Mounting_Block-welded.PDF, 3D Model: MountingBlock.step
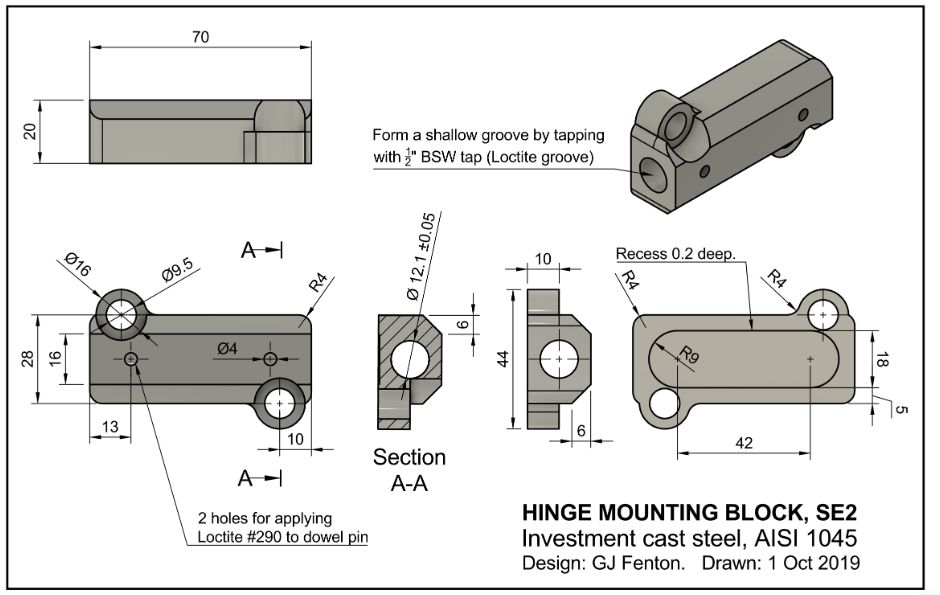
Montaj Bloğu malzemesi AISI-1045'tir.Bu yüksek karbonlu çelik, yüksek mukavemeti ve menteşe pimi deliği etrafında ezilmeye karşı direnci nedeniyle seçilmiştir.
Lütfen bu menteşe montaj bloğunun, son hizalamanın ardından mıknatıs gövdesine kaynak yapılarak sabitlenecek şekilde tasarlandığını unutmayın.
Menteşe pimi deliği içindeki sığ bir dişin özelliklerine de dikkat edin.Bu diş, menteşe montajı sırasında uygulanan Loctite fitili için bir kanal sağlar.(Menteşe pimleri, iyice kilitlenmedikçe güçlü bir şekilde çalışma eğilimindedir).
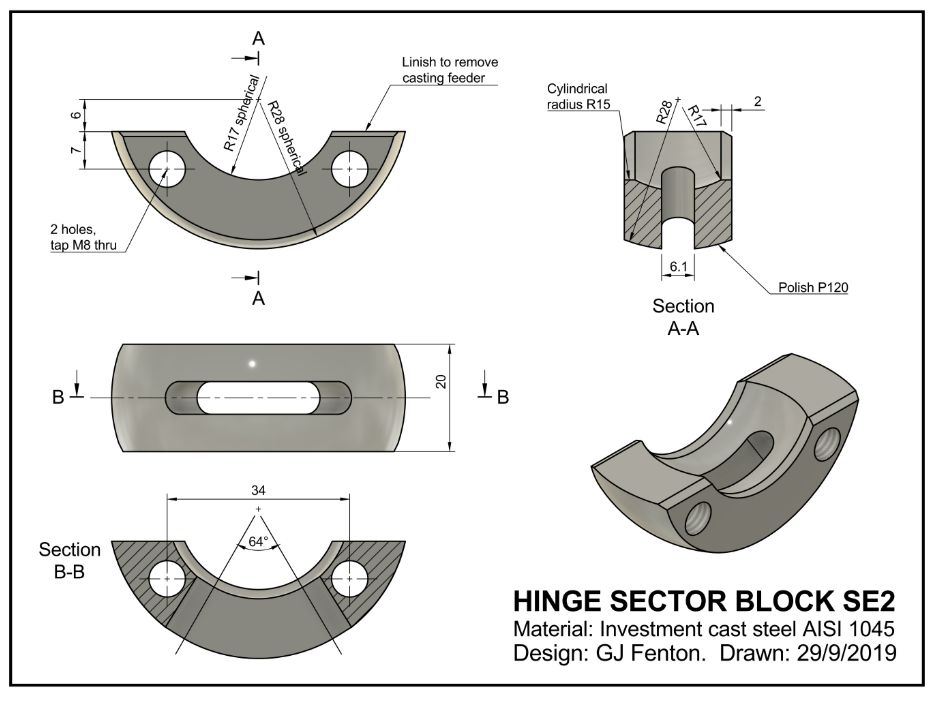
3. Sektör Bloğu:
Büyütülmüş görünüm için çizime tıklayın.Pdf dosyası için tıklayınız: Sector Block.PDF, 3D Cad dosyası: SectorBlock.step
4. Menteşe Pimi:
Sertleştirilmiş ve taşlanmış hassas çelik dübel pimi.

CIVATALI MENTEŞELER
Yukarıdaki çizimlerde ve modellerde, menteşe tertibatı Bükme Kirişine (Sektör Bloğundaki vidalar aracılığıyla) cıvatalanmıştır, ancak Mıknatıs Gövdesine bağlantı cıvatalamaya VE kaynağa dayanmaktadır.
Kaynak gerekli değilse, menteşe düzeneğinin imalatı ve montajı daha uygun olacaktır.
Menteşenin geliştirilmesi sırasında, yüksek yerel yükler uygulandığında montaj bloğunun kaymamasını garanti etmek için cıvatalarla tek başına yeterli sürtünme elde edemediğimizi gördük.
Not: Cıvataların sapları, cıvatalar büyük deliklerde olduğundan Montaj Bloğunun kaymasını engellemez.Pozisyonlarda ayarlama ve küçük yanlışlıklar sağlamak için deliklerdeki boşluk gereklidir.
Bununla birlikte, üretim hatları için tasarlanmış bir dizi özel Magnabend makinesi için tamamen cıvatalı menteşeler tedarik ettik.
Bu makineler için menteşe yükleri orta düzeydeydi ve iyi tanımlanmıştı ve bu nedenle cıvatalı menteşeler iyi çalışıyordu.
Aşağıdaki şemada Montaj Bloğu (mavi renkli), dört M8 cıvatayı (iki M8 cıvata artı kaynak yerine) kabul edecek şekilde tasarlanmıştır.
Bu, üretim hattı Magnabend makineleri için kullanılan tasarımdı.
(Çeşitli uzunluklarda bu özel makinelerden yaklaşık 400 tanesini özellikle 1990'larda yaptık).
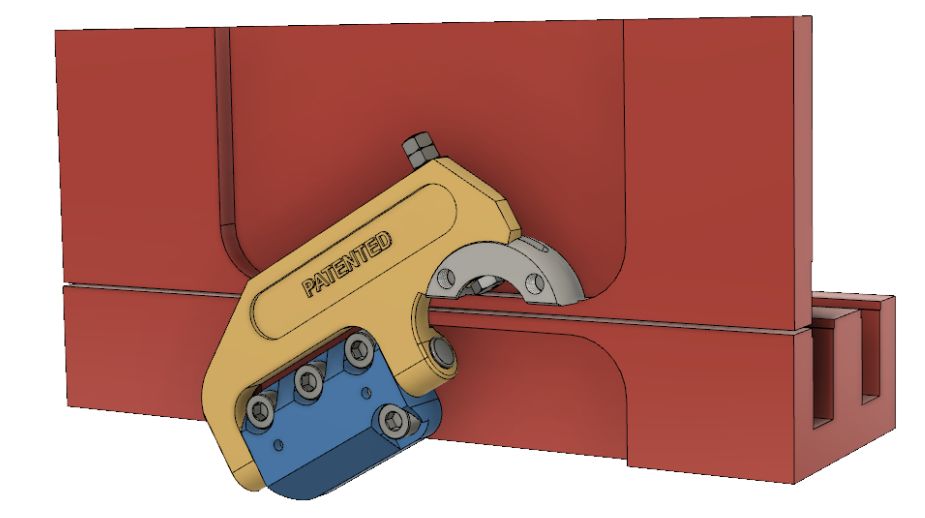
Lütfen üstteki iki M8 cıvatanın, menteşe cebinin altındaki alanda yalnızca 7,5 mm kalınlığında olan mıknatıs gövdesinin ön kutbuna girdiğine dikkat edin.
Bu nedenle bu vidaların uzunluğu 16 mm'yi (montaj bloğunda 9 mm ve mıknatıs gövdesinde 7 mm) geçmemelidir.
Vidalar daha uzun olsaydı, Magnabend bobinine çarparlardı ve daha kısa olsaydı, yetersiz diş uzunluğu olurdu, yani vidalar tavsiye edilen gerilimde (39 Nm) sıkıldığında dişler sıyrılabilirdi.
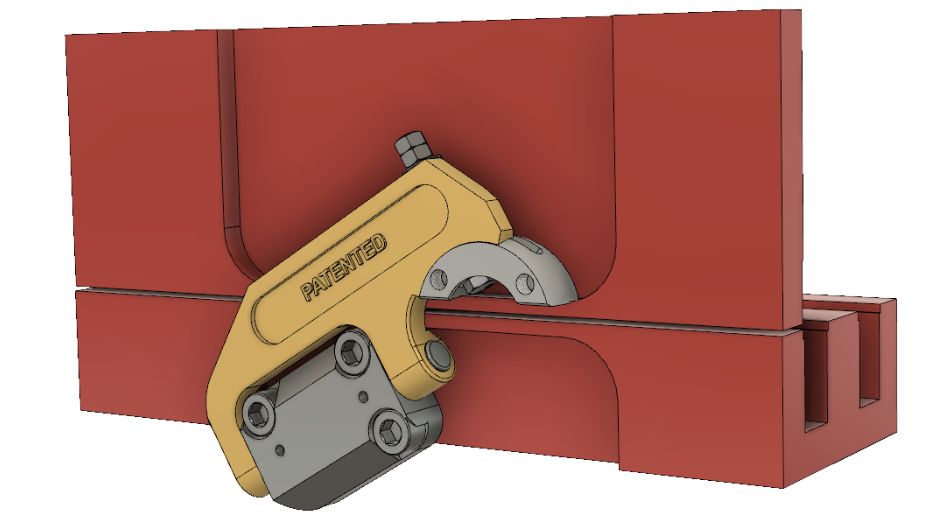
M10 Cıvatalar için Montaj Bloğu:
Montaj bloğu deliklerinin M10 cıvatalarını kabul edecek şekilde genişletildiği bazı testler yaptık.Bu daha büyük cıvatalar daha yüksek bir gerilime (77 Nm) torkla sıkılabilir ve bu, montaj bloğunun altında Loctite #680 kullanılmasıyla birleştiğinde, standart bir Magnabend makinesi için (bükülmeye göre derecelendirilmiş) montaj bloğunun kaymasını önlemek için fazlasıyla yeterli sürtünme ile sonuçlandı. 1,6 mm'ye kadar çelik).
Ancak bu tasarımın biraz iyileştirmeye ve daha fazla teste ihtiyacı var.
Aşağıdaki şema, mıknatıs gövdesine 3 x M10 cıvata ile monte edilen menteşeyi göstermektedir:
Herhangi bir üretici tamamen cıvatalı bir menteşe hakkında daha fazla ayrıntı istiyorsa, lütfen benimle iletişime geçin.
Gönderim zamanı: Ekim-12-2022